
Vzťah medzi priebehom trysky UV tlačiarne a UV atramentom je nasledovný: priebehy zodpovedajúce rôznym atramentom sa tiež líšia, čo je ovplyvnené najmä rozdielom v rýchlosti zvuku atramentu, viskozitou atramentu a hustotou atramentu. Väčšina súčasných tlačových hláv má flexibilný priebeh, aby sa prispôsobila rôznym atramentom.
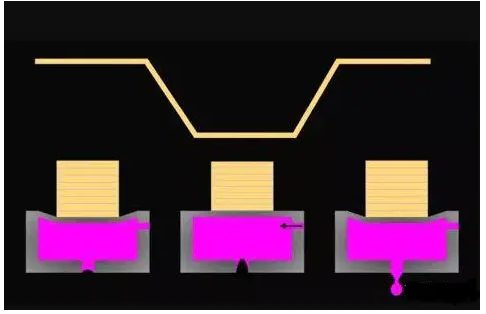
Funkcia súboru s priebehom trysky: súbor s priebehom je časový proces, pri ktorom piezoelektrická keramická tryska pracuje, vo všeobecnosti existuje stúpajúca hrana (čas nabíjania a stlačenia), čas nepretržitého stlačenia (trvanie stlačenia) a klesajúca hrana (čas uvoľnenia stlačenia). Rôzny daný čas samozrejme zmení kvapôčky atramentu stlačené tryskou.
1.Princípy návrhu priebehov riadenia
Návrh tvaru vlny pohonu zahŕňa aplikáciu trojprvkového princípu vlny. Amplitúda, frekvencia a fáza ovplyvňujú konečný účinok piezoelektrickej fólie. Veľkosť amplitúdy má vplyv na rýchlosť kvapky atramentu, čo je ľahko rozpoznateľné a cítiteľné, ale vplyv frekvencie (vlnovej dĺžky) na rýchlosť kvapky atramentu nie je nevyhnutne veľmi výrazný. Zvyčajne ide o zmenu krivky s maximálnym vrcholom (najvyššia najlepšia hodnota), ktorá je voliteľná, takže najlepšia hodnota by sa mala overiť podľa rôznych charakteristík atramentu v skutočnom použití.
2. Vplyv rýchlosti zvuku atramentu na priebeh vlny
Zvyčajne rýchlejší ako ťažký atrament. Rýchlosť zvuku atramentu na vodnej báze je vyššia ako u atramentu na olejovej báze. Pre rovnakú tlačovú hlavu by sa pri použití atramentu s rôznou hustotou mala upraviť optimálna vlnová dĺžka jej priebehu. Napríklad šírka vlnovej dĺžky poháňaného atramentu na vodnej báze by mala byť menšia ako u atramentu na olejovej báze.
3. Vplyv viskozity atramentu na priebeh vlny
Keď UV tlačiareň tlačí vo viacbodovom režime, po skončení prvého budiacej vlny sa musí na chvíľu zastaviť a potom odoslať druhú vlnu. Začiatok druhej vlny závisí od prirodzeného kmitania tlaku na povrchu trysky po skončení prvej vlny. Zmena sa jednoducho zníži na nulu. (Rôzna viskozita atramentu ovplyvní tento čas znižovania, takže je tiež dôležitou zárukou stabilnej viskozity atramentu na zabezpečenie stabilnej tlače) a je lepšie pripojiť, keď je fáza nulová, inak sa zmení vlnová dĺžka druhej vlny. Aby sa zabezpečila normálna atramentová tlač, zvyšuje sa aj náročnosť nastavenia najlepšieho tvaru vlny atramentovej tlače.
4.Vplyv hodnoty hustoty atramentu na priebeh vlny
Keď je hodnota hustoty atramentu odlišná, líši sa aj rýchlosť zvuku. Za podmienky, že bola určená veľkosť piezoelektrického plechu trysky, zvyčajne je možné zmeniť iba šírku impulzu dĺžky budiacej vlny, aby sa dosiahol najlepší bod vrcholu impulzu.
V súčasnosti sú na trhu UV tlačiarní niektoré trysky s vysokým poklesom. Pôvodná tryska so vzdialenosťou 8 mm je upravená na vysoký priebeh tlače, aby tlačila 2 cm. Na jednej strane to však výrazne zníži rýchlosť tlače. Na druhej strane sa častejšie vyskytujú chyby, ako je úlet atramentu a farebné pruhy, čo si vyžaduje vyššiu technickú úroveň výrobcov UV tlačiarní.
Čas uverejnenia: 30. júna 2022




